
Idioma
Máquina formadora de rollos de canalón OEM
Máquina formadora de rollos de canalón OEM
Feb 02, 2024
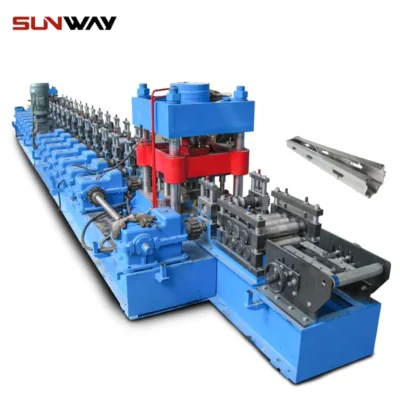
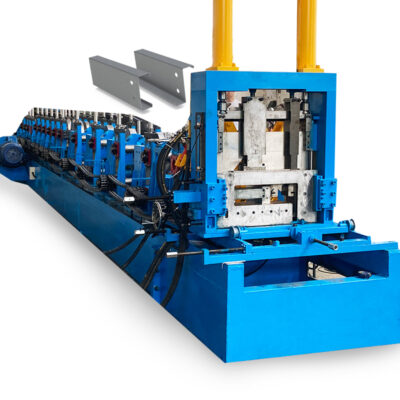
máquina formadora de rollos de canalón OEM Los sistemas permiten la producción eficiente de largas secciones continuas de canalones utilizadas extensamente para el manejo del drenaje del techo en edificios. Este artículo proporciona una guía técnica detallada sobre el funcionamiento, selección, instalación, comparaciones y más de la máquina formadora de rollos de canalón OEM.
Introducción de la máquina formadora de rollos de canalón OEM
Los formadores de rollos de canalón utilizan una serie de troqueles de rodillos para dar forma gradual a la alimentación de bobinas de metal en varias geometrías de perfil de canalón. Las estaciones de punzonado y corte de precisión en línea proporcionan componentes terminados listos para instalar.
Beneficios
- Altas tasas de producción con poco desperdicio
- Consistencia dimensional y control de calidad
- Aplicable para varios metales como acero, aluminio
- Ajustes de tamaño versátiles
- Requisito de habilidad operativa más bajo
- Producción de inventario justo a tiempo
Esta guía cubre los parámetros técnicos clave para la selección, operación y mantenimiento óptimos del formador de rollos de canalón.

Principio de funcionamiento
Los pasos de trabajo implican:
1. Carga de Bobina de Metal
Las bobinas de metal prefabricadas de materiales como acero galvanizado, acero recubierto de aleación de zinc o aleaciones de aluminio se cargan en un desenrollador programable de precisión.
2. Reducción de tamaño
Un soporte de rodillos inicial dimensiona con precisión el ancho de la tira mientras mantiene la tensión. Esto se alimenta en el módulo pre-cortador.
3. Formado en rollo
La tira de metal se engancha precisamente en troqueles superiores e inferiores diseñados montados secuencialmente. Cada soporte forma incrementalmente la tira en el perfil de canalón deseado - semicircular, estilo K, caja, etc. La modelización 3D moderna optimiza el número de soportes y geometrías de troqueles.
4. Perforación y Corte
Las estaciones de perforación en línea crean los patrones de ranura requeridos para la fijación de soportes. Luego, un corte final corta las canaletas formadas continuamente a longitudes especificadas según los requisitos del pedido.
5. Salida apilada
Las piezas de canalón formadas y cortadas se apilan automáticamente en mesas de salida alimentadas para su embalaje y transporte.
Capacidades clave de Máquina formadora de rollos de canalón OEM
1. Opciones de perfil
- Canalones semicirculares - Más comunes
- 'Estilo 'K' con fondo plano
- Estilos de caja cuadrada
- Perfiles personalizados para que coincidan con las aplicaciones
2. Capacidad de tamaño
- Anchos formados de 150 mm a 300 mm en pasos incrementales
- Espesor de la bobina de tiras de 0,4 mm a 1,2 mm
- Piezas de longitud ajustable de hasta 7 metros
- Los tamaños más grandes pueden necesitar diseños personalizados
3. Adecuación de Materiales
- Acero galvanizado en caliente con recubrimiento de zinc
- Acero pre-pintado para estética
- Grados de aleación de aluminio 5xxx, 6xxx
4. Características añadidas
- Perforación en línea para soportes
- Accesorios para ingletear esquinas
- Doblado de scroll para extremos decorativos
- Capacidad de grabado de logotipo
5. Calidad clave y tarifas
| Parámetro | Valores |
|---|---|
| Velocidad Máxima de Formación | 40 metros por minuto |
| Velocidad de golpeo | 25 ciclos por minuto |
| Tolerancia de longitud | ± 3.0 mm |
| Precisión del contorno | \u00b1 1.0 mm |
Aplicaciones Típicas
- Sistemas de drenaje de techos residenciales
- Techos comerciales de baja pendiente
- Líneas de recolección de agua de lluvia
- Estructuras agrícolas y de invernadero
¡Y muchos más! Involucre a los OEM para personalizar según los requisitos de aplicación especiales.
-
Máquina formadora de rollos de postes de viñedo
-
Máquina formadora de rollos de correas Sigma cambiables de tamaño automático

-
Máquina formadora de rollos de perfil en forma de C para soportes de montaje de PV

-
Máquina formadora de rollos en frío de canal C Z Purlin Perfil de acero galvanizado completamente automática
-
Máquina de Línea de Corte Longitudinal de Bobina de Acero

-
Máquina de Línea de Corte Longitudinal de Bobina de Acero

-
Máquina de Línea de Corte Longitudinal de Bobina de Acero

-
Máquina formadora de rollos de soportes de montaje para paneles solares (Perfil HAT / Omega)

-
Máquina formadora de rollos de perfil en forma de Z para soportes de montaje de PV

Instantánea del Proveedor Global
| Fabricante | Ubicación | Tasas de Producción |
|---|---|---|
| FONNTAI | China | Hasta 35 mpm |
| UNICO | Taiwán | Hasta 25 mpm |
| ILDEX | Turquía | Hasta 20 mpm |
| BEHRANG | Irán | Hasta 15 mpm |
Involucrar a los proveedores temprano en el desarrollo del diseño para personalizar el equipo según las necesidades específicas de producción.
Estimaciones de precios
Inversión en máquinas
- $65,000 to $180,000
- La complejidad del perfil impacta en los precios
- Las capacidades de procesamiento secundario añaden costos
- Los requisitos de precisión afectan el precio
- El nivel de automatización influye en el precio
Costos de operación
- Las bobinas de material dominan el gasto recurrente
- Electricidad y servicios públicos
- Repuestos de mantenimiento y mano de obra
Oportunidades de ahorro de costos
- Estandarizar algunas configuraciones de perfil
- Emplear fabricantes locales siempre que sea posible
- Evaluar cuidadosamente la actualización vs. nueva compra
- Comparar análisis de arrendamiento vs. compra
- Estudiar el costo total de propiedad
Equilibrar el volumen de producción, la calidad, el costo y los tiempos de entrega es clave.
Instalación y Operación
Mejores prácticas para la instalación
- Coloque y nivele cuidadosamente el equipo
- Verificar la participación y alineación de las herramientas
- Confirmar la carga de bobinas y la ruta de alimentación
- Prueba a fondo la producción inicial
- Inspeccionar longitudes formadas críticas y perforaciones
Consejos para una Operación Productiva
- Monitor line speed, strip tension
- Vigile los defectos de la bobina durante el pago
- Utilice nieblas adecuadas, lubricantes en matrices de conformado
- Asegurar la suavidad del apilador
- Realizar mantenimiento preventivo durante los descansos
Enfoque en la confiabilidad
- Inspeccionar el desgaste de rodillos y guías
- Verificar hidráulica, electricidad, neumática
- Supervisar la rigidez general y la vibración
- Copia de seguridad automatizada de datos y parámetros
Un mantenimiento bien planificado mejora el tiempo de actividad.
Seleccionar equipo
Parámetros clave de selección
| Parámetro | Aspectos de Evaluación |
|---|---|
| Calidad del producto | Estudios de caso, testimonios |
| Experiencia técnica | Experiencia comprobada en perfiles de canalón |
| Personalización | Flexibilidad para que coincida con las especificaciones |
| Capacidad de respuesta | Cotización, soporte postventa |
| Confiabilidad | certificaciones ISO, características de seguridad |
| Valor agregado | Apoyo en puesta en marcha, Servicios de capacitación |
Obtenga propuestas detalladas de varios proveedores sobre consideraciones de costos, calidad y tiempo de entrega antes de ordenar equipos.

Análisis FODA
Fortalezas
- Producción continua y eficiente
- Consistencia dimensional
- Baja habilidad operativa necesaria
Debilidades
- Plazos iniciales de ingeniería de troqueles
- Limitaciones de rango de grosor
Oportunidades
- Compatibilidad de nuevos materiales
- Aceptación del código de construcción
Amenazas
- Competencia de bajo costo laboral
- Commoditización a menos que sea único
La formación de rollos de canalón ofrece una productividad óptima para volúmenes de producción superiores a 200,000 pies lineales anualmente, siempre que la selección y operación del equipo estén gestionadas profesionalmente.
Preguntas frecuentes
P: ¿En qué rango de espesor se puede formar?
A: Hasta 1.5 mm de espesor para acero y 2.5 mm para aluminio más suave es posible directamente. Metales más gruesos requieren laminación separada primero.
P: ¿Qué opciones de automatización están disponibles?
A: Actualizaciones de alimentación de servos para consistencia, sistemas de monitoreo para reducir errores humanos, robots apiladores, etc. minimizan la intervención manual.
P: ¿Qué normas de prueba se aplican a los canalones de lluvia?
A: Varios tests de durabilidad para la capacidad de carga confirman que los diseños cumplen con códigos como AS/NZS 2904 y EN 1462. Las pruebas de fugas garantizan la estanqueidad al agua.


Publicaciones recientes

26 de octubre de 2016
El Contratista de Ingeniería Más ExitosoContáctenos para obtener la cotización más reciente
Contáctenos para obtener la cotización más reciente. Te encontrarás trabajando en una verdadera asociación que resulta en una experiencia increíble y un producto final que es el mejor.


Contact US
Información del producto
Cantidad
Unidad
Pieza
Soporte para ordenar muestras, personalización, venta al por mayor directa y pago completo. Si el producto que buscas no tiene contenido personalizado correspondiente, completa el formulario a continuación para contactarnos, y te responderemos lo antes posible.